Hüdraulilise silindri nimirõhku ei määrata meelevaldselt. See arvutatakse põhjalikult silindri silindri materjali voolavuspiiri, seina paksuse struktuuri ja tihendite kandepiiri alusel. Tavaliste üldmudelite nimirõhk võtab põhiliseks projekteerimisväärtuseks 16 MPa.
See parameeter ühtib tavaliste süsinikterasest silindri silindri, standardsete polüuretaantihendite ja tavaliste juhtkonstruktsioonide ohutu kandepiiriga ning toimib ka ehitusmasinate ja haagiste hüdrosüsteemide kõige tavalisema valikustandardina. Tegelikus töös on hetkelisel löögirõhul lubatud korraks nimirõhku ületada, samas kui pikaajaline pidev töörõhk ei tohiks ületada 85% nimiväärtusest. See on disaini põhiprintsiip, et vältida sisemist leket, tihendi kiirendatud vananemist ja silindri silindri deformatsiooni.
Pikaajaliste ülehinnatud rõhu tingimustes tekitab silindri silindri sisesein kerge elastse deformatsiooni ning juhthülsi ja kolvivarda vaheline sobiv vahe nihkub, kahjustades esialgset täpset tolerantsi 0,02–0,03 mm.
Suurenenud pilu korral intensiivistub hüdroõli külgvool ja kolvirõngas kannab ebaühtlast jõudu, mis viib järkjärgulise osalise kulumiseni. Hilisemas etapis ilmnevad tavalised vead, nagu sisemine leke, ebapiisav tõstejõud ja koormuse kiire langemine, mis on ka kohapealsete seadmete sagedaste hüdrauliliste rikete peamised põhjused.
Ümbritseva õhu temperatuur 20 ℃–30 ℃ on optimaalne sobivusvahemik tihendimaterjali disaini jaoks. Polüuretaan- ja nitriilkummist tihendid säilitavad kõvaduse, elastse surve ja õlikindluse standardväärtused.
Sellistes tingimustes sobib tihendushuul ühtlaselt silindri seinaga ja säilitab pideva eelkoormuse, säilitades stabiilse õlitihendi töövõime pikka aega ilma ebatavalise kulumise ja deformatsioonita.
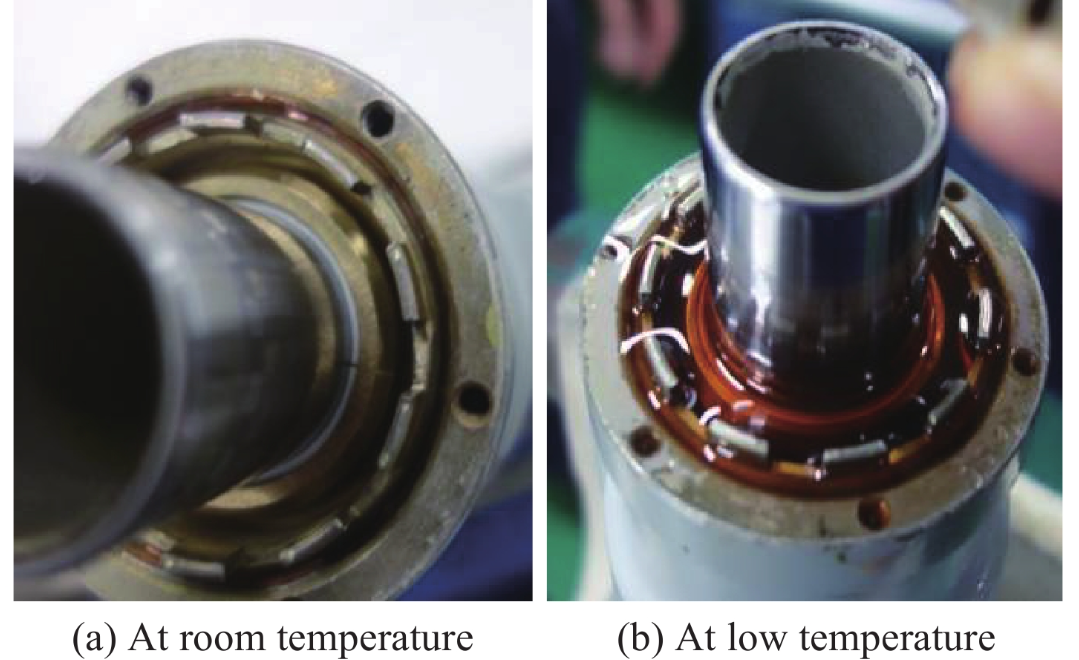
Kui temperatuur langeb alla -15 ℃, väheneb tihendusmaterjalide molekulaarne aktiivsus kõrgema kõvaduse ja väiksema sitkusega. Tihendushuule paigalduspainduvus muutub kehvaks ega suuda adaptiivselt kompenseerida pisikesi pilusid, mis on madala temperatuuriga lekke peamine põhjus.
Pikaajaline töötamine temperatuuril üle 40 ℃ kiirendab hüdraulikaõli oksüdeerumist ja tekitab kolloidseid lisandeid. Vahepeal tihendid vananevad ja kivistuvad kiiremini, vähendades elastsust, põhjustades järk-järgult pidevat kerget leket ja mõjutades üldist tööstabiilsust.
Kolvivarraste kõvakroomiga galvaniseerimine on tööstusharu standardne kaitseprotsess. Ametlike masstoodetud toodete puhul kontrollitakse plaadistuse paksust rangelt vahemikus 0,08–0,12 mm.
Liiga õhuke plaat ei suuda tagada piisavat vastupidavust liiva hõõrdumisele ja korrosioonile, mille tulemuseks on välistingimustes lühikese aja jooksul kriimustused ja roosteplekid. Liiga paks kattekiht suurendab sisemist pinnapinget ja põhjustab koorumist, kahjustab pinna siledust ja kiirendab tihendi kulumist.

Valmis kolvivarraste pinnakaredust kontrollitakse vahemikus Ra0,2–Ra0,4 μm. See täpsus vastab madala hõõrdumisega teleskoopliikumise nõudele ja väldib tihendushuule kriimustamist, mille põhjustavad pinnal olevad mikromurrud.
Liiga suur karedus kulutab tihendit pidevalt mikroskoopiliste eendite tõttu; samas kui liiga sile pind vähendab õli säilitamise mahtu ja raskendab stabiilse õlikile moodustumist, suurendades kuivhõõrdumise ohtu ja lühendades tihenduskomponentide kasutusiga.
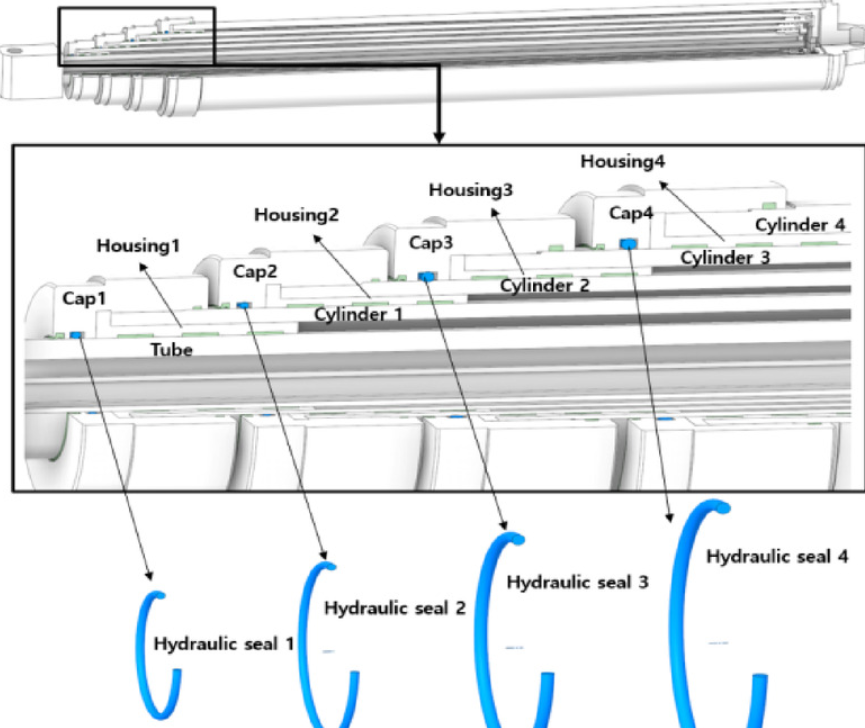
Mitmeastmelistel hüdrosilindritel on omased struktuursed erinevused käigu, efektiivse toimeala ja iga astme õli läbipääsu osas. Ilma sünkroonse optimeerimiseta mudelid põhjustavad täiskäigulise teleskooptöö ajal positsiooni hälbeid.
Töötlemise koaksiaalsus, juhthülsi kliirens ja õlivoolu jaotus on kolm peamist protsessitegurit, mis määravad mitmeastmeliste silindrite sünkroniseerimise täpsuse.
Sisseehitatud puhvergaasi konstruktsioonid mõlemas otsashüdrosilindridvähendada hüdraulikaõli voolukiirust käigu lõpus drosselklapi avade summutava toime kaudu, vältides jäika lööki kolvi ja otsakatte vahel.
Mõistlik puhvri disain nõrgendab käivitus-seiskamismõju, vähendab üldist seadmete vibratsiooni ja vähendab keevitusõmbluste ja kinnitusklambrite väsimuskahjustusi. See sobib eriti hästi kõrgsageduslike käivitus-seiskamisstsenaariumide jaoks, nagu sõidukile paigaldatud tõstukid, sadamamasinad ja põllumajanduslikud raskeveokite seadmed.
Tööstusharu täppismontaaži standardis on juhthülsi ja kolvivarda vaheline montaaživahe stabiilselt 0,02–0,03 mm.
Too small clearance will cause jamming and unsmooth telescopic movement due to thermal expansion when temperature rises; liigne kliirens suurendab kolvivarda radiaalset raputamist, mis põhjustab kontsentreeritud ekstsentrilist koormust ja ühepoolset kulumist, lühendades seega üldist hooldustsüklit.
Silindri silindri, otsakatte, juhthülsi ja kolvivarda kooste koaksiaalsus on tootmise ja kokkupanemise peamine kontrollpunkt.
Ülemäärase koaksiaalhälbega hüdrosilindrid töötavad pikka aega ekstsentrilise jõu all, suurendades oluliselt tihendite ühepoolse kulumise ja silindri seina lokaalse kriimustuse tõenäosust. See on ka oluline tehniline põhjus, miks sama spetsifikatsiooniga toodete kasutusiga on selgelt erinev.