Hüdrauliliste silindrite olulisus ulatub nende funktsionaalsusest kaugemale, et hõlmata nende keerukaid projekteerimis- ja tootmisprotsesse. See põhjalik juhend uurib hüdraulilise silindri tootmise maailma, hõlmates kõike alates nende komponentide põhistruktuurist kuni keerukate tootmisprotseduurideni. Selle eesmärk on rõhutada hüdrauliliste silindrite tootmisega seotud keerukust ja peensusi, rõhutades nende pöördelist rolli tänapäevases tööstuses ja pidevate tehnoloogiliste edusammude osas selles valdkonnas.
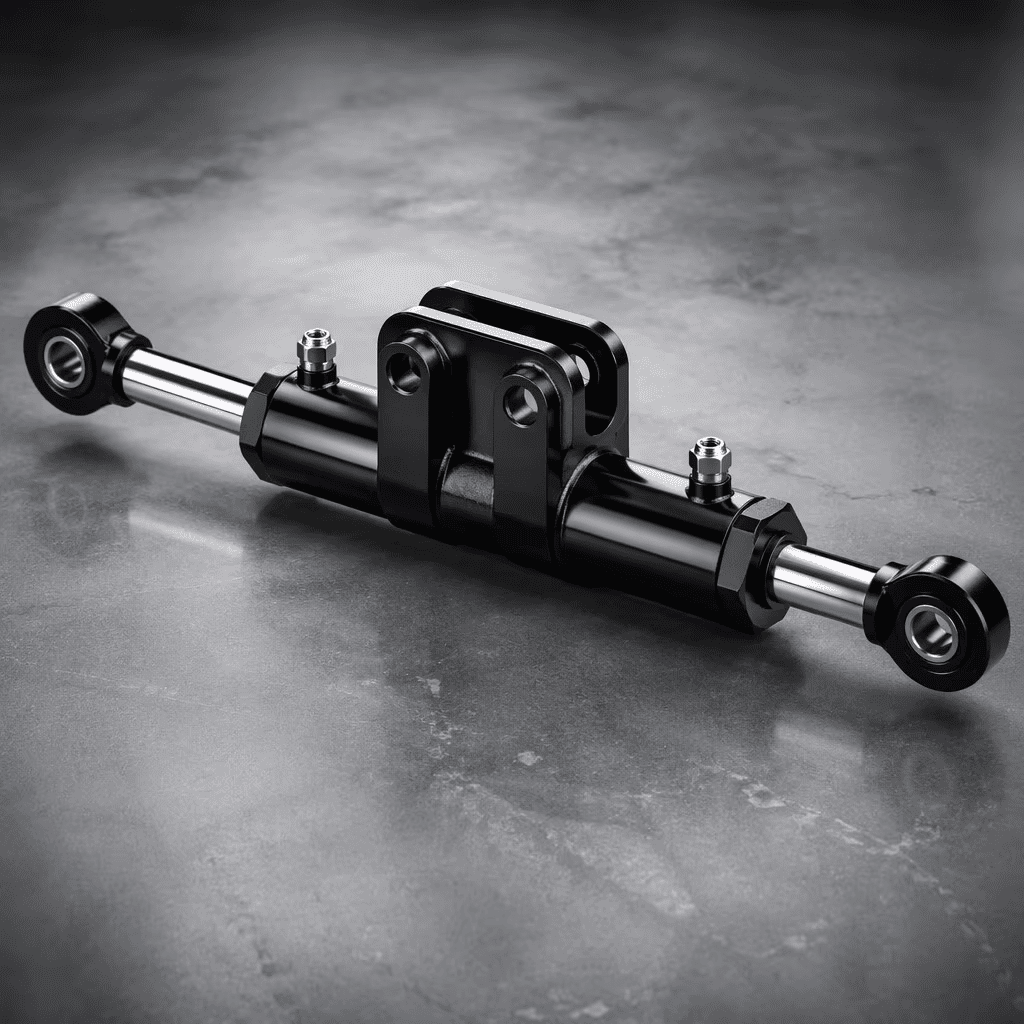
Hüdraulilise silindri tootmise keerukuse täielikuks hindamiseks on kõigepealt oluline mõista selle anatoomiat. Hüdrauliline silinder koosneb mitmest võtmeosast, millest igaüks on selle töös kriitilise funktsiooni. Nende põhikomponentide hulka kuuluvad tünn, kolb, kolbvarras, pea, alus ja tihendid. Tünn toimib silindri kehana, mahutab kolvi ja kolvivarda. Hüdraulilise vedeliku avaldatud siserõhu talumine peab olema vastupidav ja vastupidav. Tünni sees liigub kolb edasi -tagasi, jagades silindri kaks külge. Kolvi varras, mis ulatub kolvest läbi silindri pea, teisendab kolb lineaarse liikumise kasutatavaks tööks. Pea ja alus korgi tünni otsad, mis sisaldavad hüdraulilist vedelikku ja toetades kolbivarda. Nende komponentide materjalivalik on ülioluline ja varieerub vastavalt silindri spetsiifilisele rakendusele. Näiteks võib roostevabast terasest valida söövitavates keskkonnas rakenduste jaoks, kuna see on vastupidavus roostele ja halvenemisele.
Kõrgtemperatuurilistes rakendustes valitakse materjalid, mis on võimelised taluma soojuspaisumist ja stressi.
Projekteerimise kaalutlused on ka hüdraulilise silindri tootmise oluline aspekt. Silindri kujunduse määravad sellised tegurid nagu koormus, käigu pikkus, töörõhk ja temperatuuritingimused. Näiteks on hüdraulilises ajakirjanduses kasutamiseks mõeldud silindris erinevad spetsifikatsioonid, võrreldes lennunduse rakendustes. Insenerid peavad arvestama ka selliste aspektidega nagu kinnitusstiil ja kasutatav hüdraulilise vedeliku tüüp, mis kõik mõjutavad silindri lõplikku kujundamist ja jõudlust.
Hüdraulilise silindri tootmise keskmes on projekteerimisfaas, kus ideed ja nõuded tõlgitakse betoonist kavandiks. See oluline protsess algab hüdraulilise silindri kavandatud rakenduse põhjaliku analüüsiga. Insenerid hindavad mitmesuguseid tegureid, näiteks silindri kandevõime, suurus, töörõhk ja konkreetsed keskkonnatingimused, millega see kokku puutub. Näiteks võib kõrge temperatuuriga keskkonna jaoks mõeldud silindr vajada erinevaid materjale kui veealuse kasutamiseks.
Selle etapi ajal mängib Advanced Design tarkvara üliolulist rolli. Need tööriistad võimaldavad disaineritel katsetada erinevate konfiguratsioonidega, tuvastada stressipunkte ja optimeerida nii jõudluse kui ka kulutõhususe kujundust. Täpsus on selles faasis võtmetähtsusega, kuna isegi väikesed valearvestused võivad silindri funktsionaalsust märkimisväärselt mõjutada.
Pärast hüdraulilise silindri kindlat disaini loomist liigub fookus seejärel materjali hankefaasi. See etapp hõlmab põhjalikku materjalide valikut, mis põhineb nende omadustel ja rakenduse erinõuetel.
1. Tünni metalli valimine:
Hüdraulilise silindri tünn peab suutma taluda siserõhku ja aja jooksul kulumisele vastupanu. Tavaliselt kasutatavate materjalide hulka kuuluvad teras ja roostevaba teras, mis on valitud nende tugevuse ja vastupidavuse tõttu. Mõnes rakenduses, kus kaal on kriitiline tegur, võib selle kerge olemuse tõttu valida alumiiniumi.
2. Kolbide õige metallist:
Koljad peavad olema vastupidavad ja võimelised oma kuju erineva surve all hoidma. Sellised materjalid nagu süsinikteras ja malmist on populaarsed valikud, kuna nende tugevus ja deformatsiooni vastupidavus on.
3.Pistoni varda materjali valik:
Kolvi varras, mis on kokku puutunud väliskeskkonnaga, nõuab kõrget vastupidavust painutamisele ja korrosioonile. Korrosiooniresistentsuse ja pinna kõvaduse suurendamiseks kasutatakse sageli ülitugevat terast, mõnikord koos kroomplaatimise või muude pinna töötlemisega.
4. Kvaliteetsete pitserite ja muude komponentide eraldamine:
Lisaks peamistele metallkomponentidele on sama oluline ka kvaliteetsete tihendite (näiteks O-rõngaste ja tihendite) hankimine. Need tihendid peavad olema ühilduvad kasutatava hüdraulilise vedelikuga ja võimelised vastu pidama töörõhule ja temperatuuridele.
5. Keskkonna- ja rakendusspetsiifiliste tegurite arvestamine:
Keskkonnas, mida iseloomustavad kõrge õhuniiskus või söövitavad tingimused, on vajalikud suurenenud korrosioonikindlusega materjalid. Sarnaselt valitakse kõrgete temperatuuridega seotud rakenduste jaoks materjalid, mis taluvad soojuspaisumist.
Pärast kvaliteetsete materjalide hankimist on hüdraulilise silindri tootmise järgmine kriitiline etapp töötlemise ja monteerimisprotsess. See etapp muudab päritolu materjalid hüdraulilise silindri olulisteks komponentideks, kasutades täpseid ja täiustatud mehaanilisi tehnikaid.
1. toorainetegimine
Hüdrauliliste silindrite füüsilise tootmise esimene samm on toorainete lõikamine. See alustala seab kogu tootmisprotsessi kvaliteedi ja täpsuse tooni.
Precision Catcken for Design Spections: toorained, tavaliselt erinevad terase või muud metallid, lõigatakse konkreetseteks kujudeks ja suuruseks vastavalt üksikasjalikele disaini spetsifikatsioonidele. Täpsuse ja järjepidevuse tagamiseks kasutatakse ülitäpseid lõiketööriistu ja masinaid, näiteks CNC-masinaid, laserlõikureid või WaterJeti lõikesüsteeme.
Komponentide ühilduvuse tagamine: täpsus lõikamisel ei tähenda ainult mõõtmete järgimist; See on ülioluline ka erinevate komponentide ühilduvuse tagamiseks, mis koondatakse hüdraulilise silindri moodustamiseks. Täpne lõikamine tagab, et sellised osad nagu silindri tünn, kolb ja kolb varras sobivad sujuvalt kokku, mis on silindri tõhusaks toimimiseks hädavajalik.
Materjal kasutamine ja jäätmete minimeerimine: Selles faasis peetakse jäätmete minimeerimiseks materjalide tõhusat kasutamist. Iga materjali partii saagise maksimeerimiseks kasutatakse täiustatud lõiketehnikaid ja hoolikat kavandamist.
Edasiseks töötlemiseks: seejärel valmistatakse lõikematerjalid järgmisteks protsessideks nagu töötlemine, keevitamine ja kokkupanek. See ettevalmistus võib hõlmata tuvastamiseks puhastamist, silumist ja märgistamist.
2.Krommeed ja pööramine
See samm hüdraulilise silindri tootmisprotsessis on suunatud konkreetsete komponentide, eriti kolbivardade vastupidavuse ja funktsionaalsuse suurendamiseks.
Krrome PLAKE: kroomplaatimine on ülioluline protsess, kus kroomi õhuke kiht on elektroplaanil kolvivardade pinnale. See kiht toimib kaitsetõkkena korrosiooni vastu, mis on eriti oluline keskkonnas, kus silindrit võib puutuda kokku niiskuse- või söövitavate ainetega. Lisaks suurendab kroomi kiht varda esteetilist atraktiivsust, andes sellele läikiva, poleeritud välimuse.
3.
Pärast Chrome'i plaatimist läbivad kolvivardad pöördeprotsessi. Pööramine hõlmab vardade kujundamist täpsete mõõtmete ja tolerantsidega, nagu on täpsustatud kujunduses. Tavaliselt viiakse see protsess läbi treipingi abil, kus varda pööratakse libisemisriistade vastu, et eemaldada liigne materjal ja saavutada soovitud läbimõõt ja pinna viimistlus. Pööramise kaudu saavutatud sujuvus on kriitilise tähtsusega silindri tünnis oleva kolvivarda toimimise jaoks, kuna see vähendab hõõrdumist, võimaldades sujuvamat liikumist ja minimeerides kulumist nii varda kui ka silindri sisemiste tihendite jaoks.
4. Pööratud põõsaste keevitamine
Keermestatud põõsaste ja muude kinnitusdetailide keevitamine on hüdraulilise silindri tootmisprotsessis ülioluline samm, kuna see hõlmab tugevate, täpsete liigeste loomist, mis on olulised silindri kokkupanekuks ja üldiseks terviklikuks.
Welding Tehnikad ja seadmed: täiustatud keevitustehnikaid, näiteks TIG (volframi inertgaas) keevitamine või Mig (metalli inertgaas) keevitamine, kasutatakse tavaliselt keermestatud põõsaste kinnitamiseks silindri komponentide külge. Need tehnikad valitakse nende täpsuse ja tugevuse huvides. Keevitusmeetodi valimine sõltub sageli komponentide materjalist ja hüdraulilise silindri erinõuetest.
Tugevate vuukide tagamine: keevitatud liigeseid kontrollitakse hoolikalt, et tagada nende puudustest vabad puudused nagu praod või poorsus. Tugev keevisõmblus on kriitilise tähtsusega hüdraulilise silindri vastupidavuse ja ohutuse jaoks. Keevitusprotsess hõlmab tavaliselt temperatuuri kontrollimist ja tugeva sideme tagamiseks põhimaterjalidega ühilduvaid täiteaineid.
Post-läbilõpetav ravi: pärast keevitamist võivad komponendid läbi viia läbilöömise järgseid ravimeetodeid, näiteks stressi leevendamine või kuumtöötlus. Need protsessid aitavad vähendada jääkpingeid ja parandada keevispiirkonna tugevust ja sitkust.
5.Tube pöörab
Toru pööramise protsess on kriitiline samm hüdraulilise silindri tünni moodustavate torude kujundamisel. See etapp keskendub täpsusele ja tähelepanu detailidele, tagades, et torud vastavad läbimõõdu ja pinna viimistluse täpsele spetsifikatsioonile.
Õige läbimõõduga: toru pööramine hõlmab treipinkide või pöördekeskuste kasutamist materjali eemaldamiseks torude välisküljelt, viies need määratud läbimõõduga. Õige läbimõõt on hädavajalik kolvi ja muude sisekomponentide sobivaks paigaldamiseks, tagades sujuva töö ja takistades lekkeid.
Pinna sujuvuse tagamine: pöördeprotsessi eesmärk on saavutada ka kõrge pinna sileduse tase. Sujuv sisepind vähendab hõõrdumist liikuvate osade vahel, suurendades silindri tõhusust ja eluiga. Sujuvus on ülioluline ka hüdrosüsteemi tõhusaks tihendamiseks, kuna torupinna puudused võivad põhjustada lekkeid ja vähendada jõudlust.
Hüdraulilise silindri ühtlaseks jõudluseks on hädavajalik toru läbimõõdu ja pinna viimistluse järjepidevus ja pinna viimistlus. Täiustatud pöördevahendid, sageli arvutiga kontrollitud, tagab selle konsistentsi, tootdes torusid, mis on ühtlase mõõtme ja kvaliteediga.
6.Bottomid ja aksessuaarid keevitavad torudel
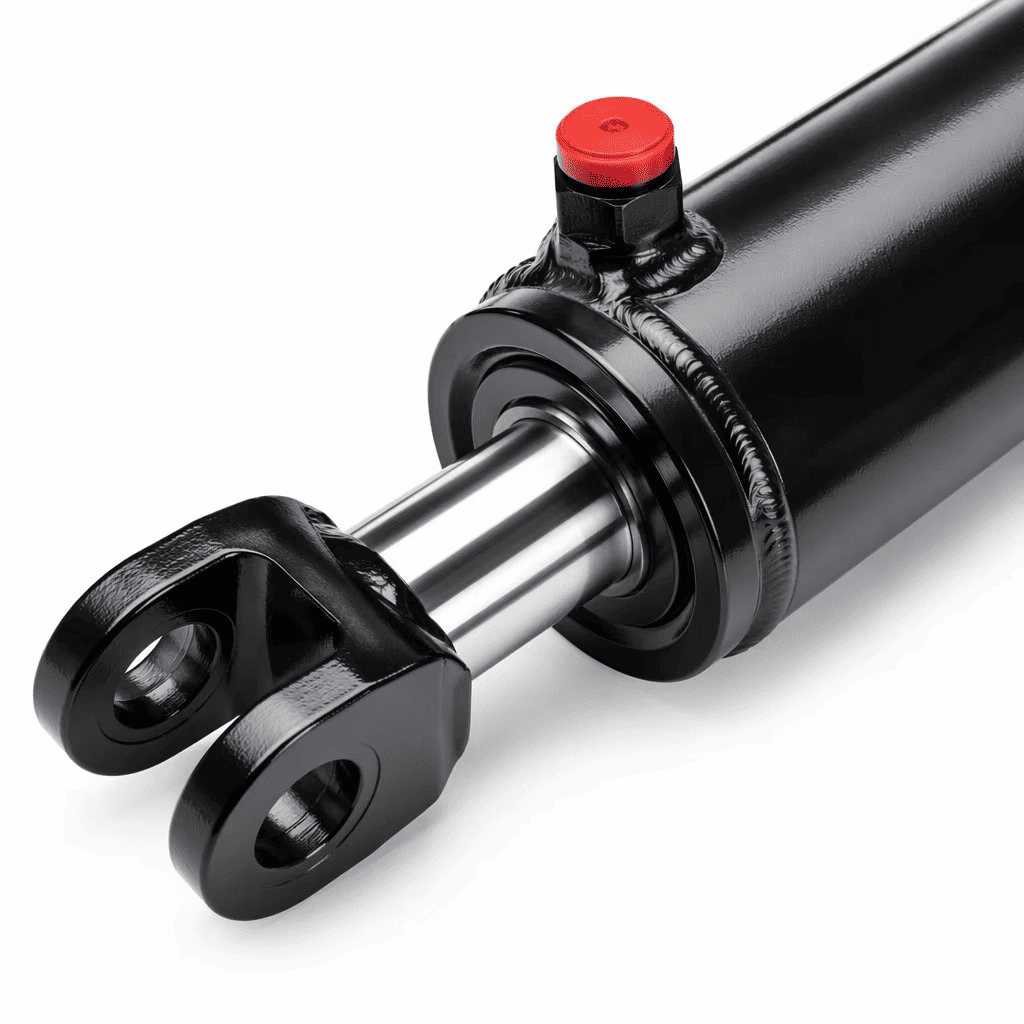
Põhjade ja vajalike lisaseadmete keevitamine torudele on hüdrauliliste silindrite tootmisel ülioluline samm. See protsess hõlmab otsakorkide ja muude komponentide kinnitamist toru külge, mis moodustab silindri keha, tagades, et see on suletud ja võimeline töötama kõrgsurve all.
Kuded torude külge: otsakorgid või põhjad keevitatakse toru ühele või mõlemale otsale. See ülesanne nõuab täpsust, kuna keevisõmblused peavad olema tugevad ja lekkekindlad, et taluda hüdraulilise vedeliku siserõhku. Keevisõmbluste kvaliteet on silindri terviklikkuse ja ohutuse säilitamiseks hädavajalik. Kui põhjad ei ole korralikult keevitatud, võivad need surve all ebaõnnestuda, tekitades olulisi riske nii seadmetele kui ka operaatoritele.
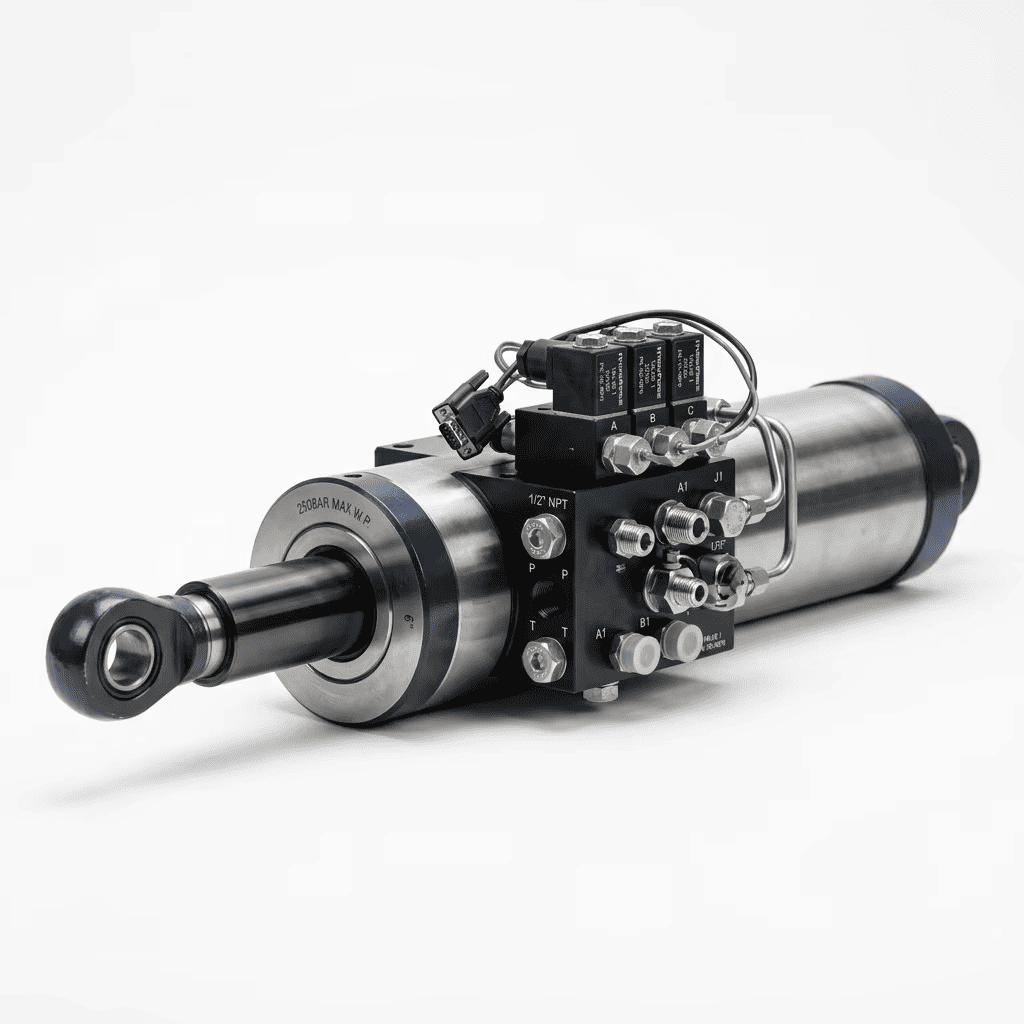
Vajalike lisaseadmete lisamine: Lisaks põhjadele keevitatakse toru külge ka muud lisaseadmed, näiteks kinnitusklambrid, hüdraulilise vedeliku sisenemise ja väljumise pordid ning andurid. Need komponendid peavad olema paigutatud ja kinnitatud suure täpsusega, et tagada lõplik koosseis nõuetekohane joondamine ja funktsionaalsus.
Pitseeritud silindri korpuse kindlakstegemine: keevitusprotsess viiakse hoolikalt läbi, et tagada, et silindri korpus on täielikult suletud. See tihendamine on silindri tõhusaks toimimiseks kriitilise tähtsusega, kuna hüdraulilise vedeliku leke võib põhjustada energia ja tõhususe kaotust. Tavaliselt kasutatakse selliseid tehnikaid nagu TIG (volframi inertgaas) keevitamist, kuna need pakuvad tugevaid, täpseid keevisõmblusi, mis sobivad kõrgsurverakenduste jaoks.
7.poelne

Hüdraulilise silindri tootmise poleerimisetapp on ülioluline protsess, mis järgneb keevitusele, mille eesmärk on tugevdada nii esteetilist atraktiivsust kui ka komponentide funktsionaalset kvaliteeti.
Sileda viimistlus: poleerimine toimub peamiselt hüdraulilise silindri komponentide, eriti keevitatud hüdraulilise silindri väliste pindade silumiseks. See protsess hõlmab abrasiivide kasutamist keevisõmbluse pritsme, oksüdatsioonikihtide ja pinna puuduste eemaldamiseks. Eesmärk on saavutada ühtlane ja sujuv viimistlus, mis mitte ainult ei näe välja professionaalne, vaid vähendab ka korrosiooni ja materiaalse väsimuse riski.
Edasiseks raviks: mõnel juhul on poleerimine ettevalmistav samm edasiseks pinnatöötluseks nagu maalimine, katmine või plaadistamine. Sujuv ja puhas pind tagab nende töötlemise parema adhesiooni ja tõhususe.
8. Install
Hüdraulilise silindri tootmise paigaldus- või kokkupanekufaas on see, kus erinevad töödeldud ja töödeldud komponendid koondatakse täieliku seadme moodustamiseks.
Koolukomponendid: kokkupanekuprotsess hõlmab hüdraulilise silindri põhikomponentide kokkupanekut: kolb, kolbvarras, tihendid ja silindri korpus (toru). Iga komponent tuleb hoolikalt paigaldada õigesse järjekorda ja orientatsiooni. Tavaliselt kinnitatakse kolvi kolvi varda külge ja see komplekt sisestatakse seejärel silindri kehasse.
Tihendid ja tihendid: tihendid ja tihendid on silindri hüdraulilise terviklikkuse säilitamiseks üliolulised. Need takistavad hüdraulilise vedeliku leket ja tagavad, et silindr saaks vajalikku rõhku tekitada ja taluda. Nende tihendite paigaldamine nõuab täpsust, et vältida kahjustusi ja veenduda, et need oleksid korralikult istuvad.
Väliste komponentide vahetamine: kui sisemine komplekt on lõpule viidud, on lisatud välised komponendid, näiteks otsakorgid, kinnitusklambrid ja hüdrauliliste ühenduste pordid. Need komponendid on sageli poltidega või keevitatud silindri keha külge ning nende turvaline kinnitus on silindri üldise funktsionaalsuse ja ohutuse jaoks ülioluline.
9. värvimine
Hüdraulilise silindri tootmise etapp on viimane samm, mis lisab valmistootele nii esteetilist väärtust kui ka kaitsefunktsionaalsust.
Esteetilise atraktiivsuse suurendamine: maalimine annab hüdraulilise silindri lihvitud, professionaalse välimuse, mis võib olla ülioluline klientide rahulolu ja brändi tajumiseks. Hästi viimistletud toode annab sageli märku kvaliteetsest ja maalimine võimaldab kohandada ettevõtte värve või disainilahendusi, suurendades seeläbi toote turu veetlust.
Kavane kiht keskkonnaelementide vastu: värv on tõkkeks keskkonnategurite vastu nagu niiskus, tolm, kemikaalid ja UV -kiirgus. See kaitse on eriti oluline silindrite jaoks, mida kasutatakse välistingimustes või karmis tööstuskeskkonnas. Korrosiooni ja kulumise eest valvades laiendab värv hüdraulilise silindri eluiga, tagades, et see püsib funktsionaalseks ja säilitab aja jooksul selle terviklikkuse.
Rakendusprotsess: Enne värvimist ravitakse silindri pinda tavaliselt õlide, tolmu või muude saasteainete eemaldamiseks. See ettevalmistus võib hõlmata praimeri rasvatamist, liivapritsimist või rakendamist. Värvi- ja rakendusmeetod (pihustamine, kastmine jne) sõltub silindri materjalist, selle kavandatud kasutamisest ja keskkonnast, kus see töötab.
Kujutamine ja kõvendamine: pärast värvi kandmist läheb silindr läbi kuivamise ja kõvenemise. Sõltuvalt värvi tüübist võib see hõlmata ahju või soojuslambi kasutamist kõvenemise kiirendamiseks või selle lasta looduslikult kuivada hästi ventileeritavas piirkonnas.
Selles põhjalikus juhendis oleme uurinud hüdraulilise silindri tootmise keerukat maailma, paljastades tootmisprotsessi iga kriitilise etapi. Hüdraulilised silindrid mängivad olulist rolli paljudes tööstusharudes ning nende tootmisprotsessi mõistmine on iga kliendi jaoks hädavajalik.